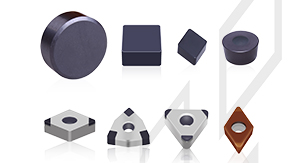
线切割机以Mo丝或Cu线作为工具电极,以一定的速率通过工件,在被加工物之间施加脉冲电压,并保持一定间隙,且间隙中充满绝缘介质,使电极与被加工物之间发生火花放电,彼此间被消耗、腐蚀,从而在工件表面上电蚀出无数的小坑,使之成为符合尺寸大小及形状精度要求的产品。电火花线切割(WEDM)加工PCD复合片切口光滑,外观质量优。
影响PCD线切割加工工件表面质量的因素有以下几点:
1.开路电压
如果开路电压低到一定程度,会阻碍放电通道的顺利形成,从而影响到WEDM的加工速率。特别对于本身就非匀质的聚晶金刚石材料,其中含有不导电的金刚石相,会阻碍放电通道的顺利形成。在一定范围内,加工速率与开路电压成正向关系。
2.峰值电流
峰值电流的增加会增加脉冲能量,从而增大了脉冲的材料蚀除量,提高了切割速率。峰值电流越小,热能损失在脉冲能量中的比例越大。当峰值电流小于一定值时热能损失随峰值电流的增大而增大;随着峰值电流的不断增大,热能损失维持在较稳定的数值,电流过大时,会导致放电区域工况恶化,降低切割速率。
3.放电脉冲宽度
放电脉冲的宽度与单个脉冲的能量有关,放电持续时间的延长意味着单脉冲的放电能量增加。随着脉冲宽度的增加,切割速率不断变大后趋于稳定,但并不是无限增大,这可能是因为放电时间的延长导致放电通道周围的工况变差,能量不集中,造成能量效率降低。
4.电极丝
随着加工时间的延长,电极丝的磨损程度加大,弹性变小,脆硬性增大,极易断丝。在加工出的工件表面上,通常可以看到明显的条纹,这是因为电极丝在上行、下行过程中及换向的瞬间受力不均匀;电极丝不能过松,过松跳动会更严重。但也不能过紧,丝的张力过大,容易断丝,且对导轮、轴承的作用力加大,引起导轮和轴承的损坏。
5.金刚石粒度
PCD复合片金刚石粒度对WEDM效率及质量也有影响。随着金刚石颗粒直径的增大,PCD复合片电火花线切割难度增大,时间延长,加工质量随之降低。
6.金刚石料层的厚度及PCD复合片的总体厚度
一般情况下,相同品牌金刚石料层越厚,WEDM加工难度越大,速率越慢,加工时间越长;PCD复合片的总体厚度越厚,WEDM加工难度越大,速率越慢,加工时间越长。
7.电极丝进入方向的影响
PCD复合片的WEDM加工,电极丝可以从PCD层进入工件,也可以从硬质合金层进入工件。走丝方向从PCD层到硬质合金层的切割时间低于反方向,这是因为走丝带动了液体的流动,电极丝的进入端的工况要远好于电极丝的离开端。
8.线切割中的过蚀现象
在PCD复合片的WEDM加工过程中容易产生过蚀现象,过蚀可能使切割的刀具尺寸精度无法保证,这是由于聚晶金刚石层与硬质合金层之间存在富钴层,Co元素拥有优秀的导电性能,易于去除。富钴层产生于PCD复合片的烧结过程中,在高温高压下由于浓度差的原因,硬质合金层的金属钴有向聚晶金刚石层方向渗透的趋势。
影响过蚀量大小的主要影响因素之一是开路电压,开路电压加到两个电极上,提供放电通道产生的电势能,当电场强度达到一个阈值时便会形成放电通道。而电场强度与开路电压成正比,较高的开路电压就允许较大的放电间隙,也就意味着电极丝可以放电蚀除周围更大范围内的硬质合金材料。
综上所述,在用WEDM加工PCD复合片及相关产品时,要兼顾加工质量、成本、效率,根据不同品牌不同规格选择合适的加工参数以保证线切割效果。
TOP