一、聚晶立方氮化硼(PCBN)复合片切割概述
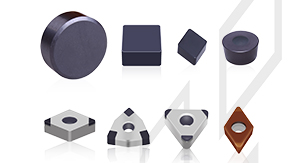
聚晶立方氮化硼(PCBN)复合片是由CBN聚晶颗粒和WC硬质合金基体在高温高压条件下通过粘结剂形成的新型刀具材料。具有稳定性高、摩擦系数小、导热性好等优点,已成为制造刀具、钻头等耐磨工具的理想材料。聚晶立方氮化硼(PCBN)材料具有耐高温、高硬度等特点,是干车削硬质材料的最佳选择,在黑色金属加工领域得到越来越多的应用。
然而,PCBN复合片是一种超硬、难加工的材料。随着技术的不断进步,激光切割作为一种非接触、无机械切削力、可切割不同几何形状的切割技术,越来越受到人们的重视。它已成为PCBN复合片切割的主要加工方法之一。在激光加工过程中,激光功率、脉冲频率和切割速度对PCBN的切割质量有着重要的影响。
二、激光切割机理分析
PCBN的切割质量与激光在材料表面的能量密度有着重要的关系。激光功率和切割速度决定了材料单位面积所获得的激光能量的多少。激光光斑上的功率密度I可以表示为:

式中,E为单脉冲激光能量,d为光斑直径,tp为脉冲宽度。
当脉冲宽度和频率一定时,增大输出功率可以提高激光束的功率密度。功率密度越高,加工过程中产生的气相物质越多,切割宽度和深度越大,截面质量越好,这也有利于后续加工,功率的增加使切割速度范围也扩大,提高了切割质量的稳定性和效率,但它应该避免因功率过大而导致的崩边。随着脉冲频率的增加,单脉冲能量减小,峰值功率减小,狭缝宽度和锥度减小。
三、激光加工影响因素
1.激光功率
激光能量是切削过程的主要能量来源,功率大小直接影响切削过程中的能量密度。激光功率对狭缝宽度和锥度有重要影响。随着功率的增加,狭缝宽度增加,锥度减小,材料去除量增加。
2.脉冲频率
随着频率的增加,狭缝宽度明显减小,切割锥度也减小。随着脉冲频率的增加,单脉冲能量减小,光斑重叠度增大,对提高表面切削质量和减少裂纹起着重要作用。
3.切割速率
随着激光切割速率的增大,狭缝宽度趋于减小,切割速率增大,狭缝锥度增大,切割质量下降。这是因为激光作用时间缩短,能量密度降低,材料获得的能量更少。如果切割速度太快,容易造成炉渣被清理或不被切割。如果切割速度太低,材料出现过烧现象。切割宽度和材料热影响区过大,切割质量差,生产效率低。
四、总结
激光功率和切割速度的组合决定了切割线能量的大小。适当增加线能量有利于提高切割质量,但要避免材料过烧和崩边现象。脉冲频率的增加降低了激光单脉冲的能量,减小了狭缝宽度和锥度,有利于提高切割质量。
TOP